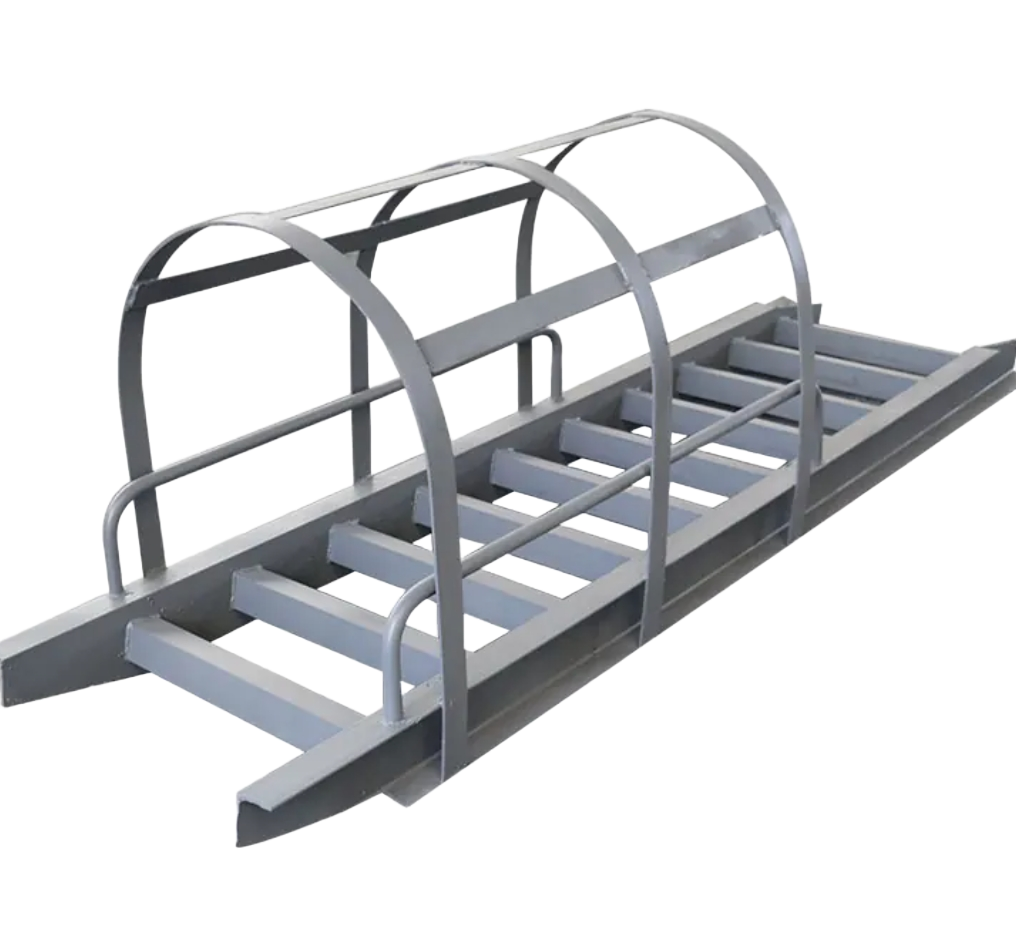
Bridge Inspection Ladder
The pier inspection ladder is a dedicated facility used on bridges, viaducts or other concrete pier
As a manufacturer of steel embedded parts, the production and processing of the inspection ladder for the pier body must be carried out strictly in accordance with the design specifications (such as "Highway Bridge and Culvert Construction Technical Specifications" JTG/T 3650) and customer requirements. The following are the key steps and technical points:
I. Materials Preparation
1. Selection of Steel Materials
Main material: Q235B or Q355B carbon steel (material certificate is required), with excellent weldability and strength.
Anti-corrosion treatment: Hot-dip galvanizing (≥ 80 μm) or spraying anti-rust paint (please indicate the coating thickness).
Accessories: Bolts, nuts, gaskets, etc. should be made of 304 stainless steel or hot-dip galvanized materials to prevent rusting.
2. Material Inspection
Check the steel specifications, thickness and material reports to ensure they meet the design requirements.
Check that there are no cracks, rust, deformation or other defects on the surface.
<! --[if !supportLists]--> 二、 --[endif]--> Processing Procedure Flow
Cutting and trimming of materials
Use CNC plasma cutting machines or laser cutting machines to precisely cut steel plates, angle bars, round bars, etc.
The cutting edge needs to be smoothed out, the burrs removed, and the welding quality ensured.
2. Welding assembly
Main body of the ladder frame:
The frame is made by welding angle steel (such as ∟50×5mm) or steel pipe (such as Φ40×3mm). The spacing of the crossbars is usually 300-350mm (in line with ergonomics). The frame and the crossbars are fully welded, with the weld height being ≥ 4mm. There should be no slag or pores.
Pre-buried parts:
The embedded steel plates (such as 200×200×10mm) are welded with the anchor bars (Φ16~Φ20mm). The length of the anchor bars should be ≥ 200mm. They are made in an L-shape or with a bent hook to enhance the anchoring force. J422 welding rod (E4303) or CO₂ gas shielded welding is used to ensure the strength of the weld.
Rest platform (if any):
The platform frame is welded with channel steel or square tubes, and anti-slip steel plates or grid plates are laid at the bottom.
3. Drilling and Slotting
Pre-drilled bolt holes (such as Φ22mm holes) are reserved on the embedded parts. These holes are processed using a drilling machine to ensure the accuracy of the hole positions.
The connection area between the inspection ladder and the embedded parts should have slots or be provided with welding plates to facilitate on-site installation and adjustment.
4. Correction and Polishing
Use the hydraulic correction machine to adjust the welding deformation, ensuring that the deviation of the ladder body's straightness is no more than 2mm/m.
Polish the weld seams and sharp edges to prevent injuries to personnel.
5. Preservation treatment
Hot-dip galvanizing: Complete zinc immersion treatment, with zinc layer thickness of ≥ 80 μm (suitable for long-term outdoor use).
Spraying: After sandblasting for rust removal (at Sa2.5 level), apply epoxy zinc-rich primer and polyurethane topcoat (the customer should specify the color).
6. Quality Inspection
Dimension inspection: Verify that the ladder height, crossbar spacing, and embedded parts' positions are consistent with the drawings.
Weld inspection: Visual inspection or ultrasonic testing (UT) is used to check the quality of the welds.
Load testing: Conduct static load tests on a sample basis (simulating 1.5 times the design load, typically ≥ 1.2 kN).