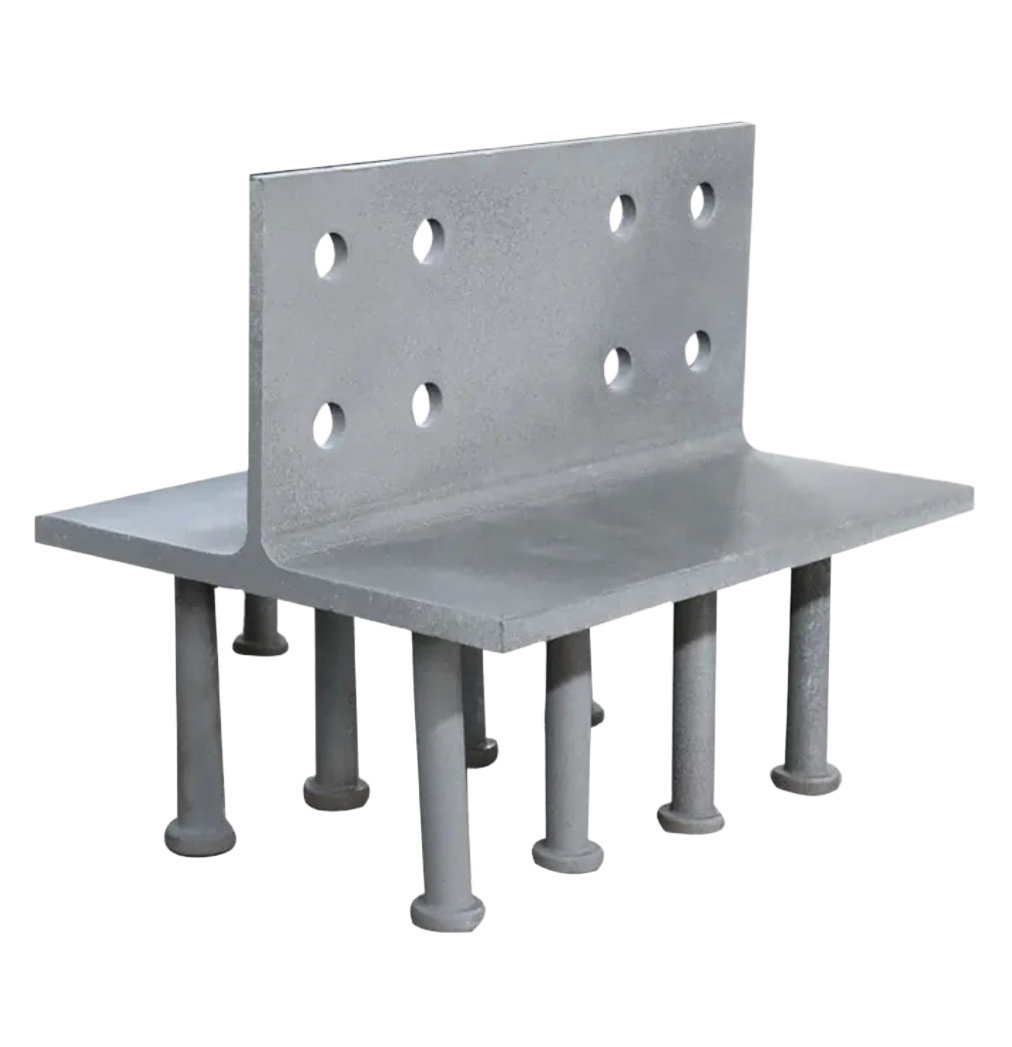
T-Steel Pre-embedded Component
The embedded T-steel is a type of T-shaped steel that is installed in advance before the concrete is
As a manufacturer of steel embedded parts, the production of embedded T-shaped steel requires a systematic process and quality control. The following is a detailed manufacturing plan:
I. Raw Material Procurement and Inspection
Material selection: Use Q235B/Q345B hot-rolled steel coils or plates (depending on customer requirements), and use weather-resistant steel or stainless steel for special environments.
Inspection: Verify the warranty certificate, conduct mechanical property tests (tensile, bending) and chemical composition analysis (content of C, Mn, S, P).
II. Cutting and Processing
Cutting process: Laser/Plasma Cutting**: High-precision cutting of flanges and webs (suitable for small-batch customization).
Flame cutting: Economical and efficient, suitable for mass production (the cutting surface needs to be smoothed to remove burrs).
Size control: Tolerance ±1mm, diagonal deviation ≤2mm.
III. T-shaped Assembly and Welding
Assembly: Use a dedicated T-shaped steel assembly machine to ensure that the web plate is perpendicular to the flange (90° ± 0.5°).
Submerged arc welding: Long straight weld (welding wire H08MnA, flux SJ101).
CO₂ gas shielded welding: Repair welding or short welds.
Welding requirements: Full penetration weld. Ultrasonic testing (UT) must be qualified at level II.
IV. Correction Processing
Mechanical correction: Welding deformation is eliminated through hydraulic presses or roller correction machines (straightness ≤ 1mm/m).
Local heating correction: for complex deformations.
V. Drilling/Slotting (Optional)
CNC drilling machine: Drills bolt holes (hole diameter tolerance + 0.5mm), hole spacing ± 0.3mm.
Slotting: Used to adjust the installation position (slot length error ±1mm).
VI. Surface Treatment
Sandblasting for rust removal: Cleanliness level of Sa2.5 (roughness 40-70 μm).
Anti-corrosion coating: Hot-dip galvanizing (average zinc layer ≥ 85 μm). Epoxy zinc-rich primer (dry film thickness ≥ 60 μm) + acrylic topcoat.
VII. Quality Inspection
Dimension inspection: Calipers and laser rangefinders are used to verify the critical dimensions.
Non-destructive testing: Weld seam UT/MT (magnetic particle) flaw detection.
Load testing: Conduct static load tests (1.5 times the design load) on a sample basis.
VIII. Identification and Packaging
Stamp mark: Material, batch number, production date.
Anti-rust packaging: Wrap with anti-rust film, add protective pads at the corners, and fix with wooden boxes or steel frames.